This paper first introduces the necessity of numerical control transformation of machine tools, then briefly introduces the contents and advantages and disadvantages of numerical control transformation of machine tools, and focuses on how to carry out numerical control transformation of machine tools, including the modification of major mechanical components in numerical control transformation. Main steps of CNC machine tool transformation and online debugging work to be completed.
First, the CNC transformation of necessity <br> <br> numerical control technology is the core technology of advanced manufacturing technology, it marks a country's overall level of industrial modernization level and overall national strength, has beyond its economic value Strategic material status. At present, there is still a big gap between the overall level of China's enterprise machinery manufacturing and developed countries. Because most CNC machine tools and CNC systems in China rely on imports, enterprises can not afford huge purchase fees and are vulnerable to foreign control. In addition, the maintenance power of CNC machinery and equipment is weak, the cost of imported spare parts is high, and the equipment is in good condition. Most of the imports are imported. The CNC system of the machine tool has collapsed, and some have not been used even after importing, and have not been used for various reasons. Therefore, at present, the proportion of CNC machine tools in China's enterprises is extremely low, less than 5%. Most of the enterprises use traditional old-fashioned machine tools, which is difficult to meet the production needs and production efficiency of high-tech products. In order to save costs and further develop the efficacy and potential value of old-fashioned traditional machine tools, it is inevitable and trend to transform a large number of traditional old-fashioned machine tools into CNC machine tools.
Second, the CNC transformation of the transformation of NC machine tools <br> <br> classification can be divided into the following categories:
1. One is to restore the original function, diagnose and recover the faulty part of the machine tool;
2, the second is NC, add digital display device on the ordinary machine tool, or add CNC system, transform into NC machine tool, CNC machine tool;
3. The third is renovation. In order to improve the accuracy, efficiency and automation, the mechanical and electrical parts are refurbished, the mechanical parts are reassembled and processed, and the original precision is restored. The CNC system that does not meet the production requirements is updated with the latest CNC;
4. The fourth is technical upgrading or technological innovation. In order to improve performance or grade, or to use new technologies and technologies, large-scale technical upgrading or technological innovation will be carried out on the original basis, and the level and grade will be greatly improved. upgrade.
Third, content transformation of NC machine tools <br> <br> the following manner by a third transformation of NC lathe, for example, combined with our actual operating conditions in the machine reformation introduce the main contents of the main structure and its transformation form.
1. Reconstruction of the feed shaft The X-axis and Z-axis of the ordinary lathe are driven by the same motor. The movement of the cutter passes through the cutter box drive screw and the slide box to obtain different workpiece pitches, that is, Z-axis motion; The cutter box transmission light rod and the slide box are used to obtain different feed rates, that is, X-axis movement. In the numerical control transformation of ordinary lathes, the cutter box and the slide box are generally removed, and the feed servo (or stepping) drive chain is used instead, which is embodied as follows:
Z axis: longitudinal motor → reduction gearbox (or coupling) → longitudinal ball screw → large carriage, longitudinal control by CNC command to obtain different clearance and pitch.
X-axis: transverse motor → gearbox (or coupling) → transverse ball screw → cross-slide, horizontally press the CNC command to obtain different passes.
After the transformation, the transmission precision of the whole transmission chain has a great relationship with the selection and arrangement structure of the ball screw pair and the accuracy of the machine guide rail under the premise of ensuring the rigidity of the machine tool.
1) Selection and Arrangement of Ball Screw Pairs Most of the ordinary lathes use a sliding screw pair such as a T-type screw. Compared with the ball screw pair, the frictional resistance is large and the transmission efficiency is low, which cannot be adapted to high-speed motion. In addition, due to the rapid wear, resulting in its precision retention and low life, etc., it is often replaced with a ball screw pair when performing numerical control transformation of ordinary machine tools. The ball screw pair has the following characteristics: low friction loss and high transmission efficiency, up to 0.90~0.96; if the screw nut used is pre-tightened, the gap can be completely eliminated, the transmission rigidity is improved; the frictional resistance is small, almost the speed of movement Irrelevant, the difference between dynamic and static friction is very small, which can ensure smooth movement and low creeping phenomenon; low wear, long life and good precision retention. However, it should be noted that since the ball screw pair cannot be self-locking, it is reversible, that is, it can convert the rotary motion into a linear motion or convert the linear motion into a rotary motion. Therefore, when the lead screw is used vertically and tilted, the brake should be increased. Device or balancing device.
The ball screw pair can be divided into an outer cycle and an inner cycle according to the rotation mode of the ball, and can be divided into a double nut and a single nut according to the structural form of the nut. In the transformation, it should be determined according to the specific conditions and structural form. Since the outer circulation type screw nut nut returning device is outside the nut, it is easily damaged and jammed, and the inner circulation type ball returning device is in the nut pair. Internally, there is no jamming or falling off. Since the double nut is not only easy to assemble and pre-tighten, but also has a simpler transmission rigidity than a single nut, as long as the structure and the machine tool space meet the requirements, the inner-circulating double nut structure is selected in the numerical control transformation of the ordinary machine tool.
The diameter of the ball screw of each shaft is generally similar to the diameter of the original T-type screw. For the machine with special requirements, the critical speed should be calculated according to the stability of the rod system, and the diameter of the ball screw should be determined. The smaller the screw lead is on the premise of satisfying the performance of the machine after the transformation, the more favorable the transmission accuracy of the machine tool. The transmission precision of the machine tool has a great relationship with the precision of the screw copy body and the bearing arrangement form in the case of ensuring the rigidity of the machine tool. Generally, in the ordinary machine tool transformation, the P4 grade of the lead screw can meet the requirements, and the special precision machine tool can be selected. P3 is even higher. The common arrangement of the lead screw bearing can be divided into the following according to different needs, as shown in Figure 1.
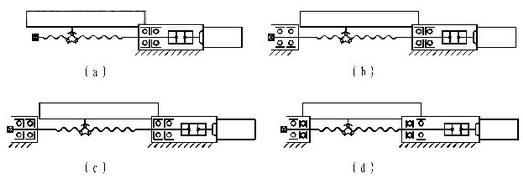
Figure 1 Arrangement of the screw bearing
Next page
cloth
Jiangmen Gude Polishing Equipment Co., Ltd , https://www.kokipolishing.com